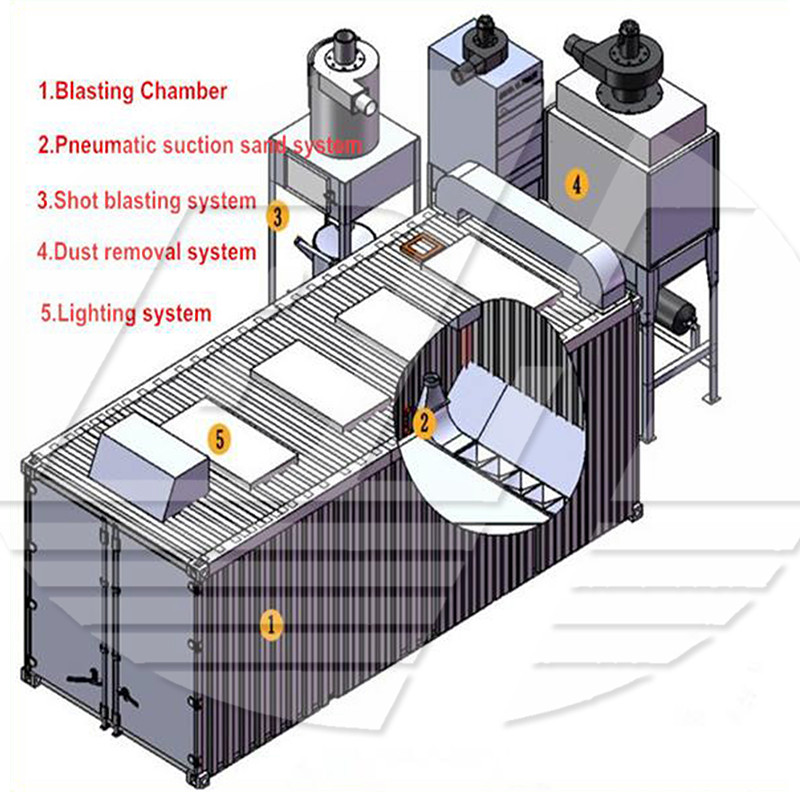
BHQ26 seeria liivakivikapp käsitsi
1.Mis on liivapritsikapp
Mõned inimesed nimetavad ka liivapritsi masinaid, liivapritsipaaki, kaasaskantavat liivapritsi, avatud liivapritsi masinaid ja nii edasi.Nimed on erinevad, kuid tegelikult on neil sama tähendus.Võib töötada eraldi, kuid enamasti töötab haavelpuhastusruumiga.


Liivapritsi kapi koostis ——
Üldiselt on komponendid järgmised:
1).liivapritsipaak:
Erineva mahuga paagi ja liivapritsi juures kasutatava terasplaadi paksus on erinev.Mida suurem on maht, seda paksem on terasplaat.Selle määrab peamiselt surveanumatehas vastavalt tegelikule olukorrale.
Liivaklappe ja liivaklappe on kahte tüüpi: käsitsi või pneumaatilised.Käsitsi on vaja liivaventiili käsitsi avada ja gaas avab automaatselt gaasi.
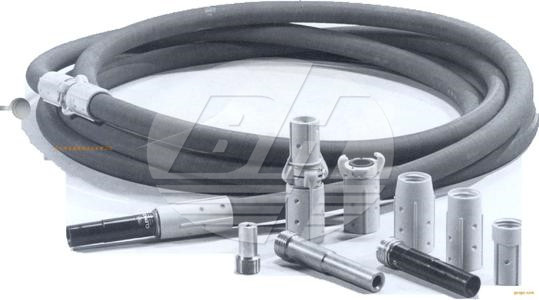
2) Liivapritsitoru (standard on 10m/20m)
3).Kaitseklapp
Liivapritsipaagi kasutusrõhk on üldiselt 8KG.Kaitseklapi roll Kui gaasirõhk ületab 8KG, tühjeneb see automaatselt.Liivapritsipaagi kaitsmiseks
4). Liivapritsi püstol: materjali järgi saab selle jagada boorkarbiidiks, legeerteraseks, volframkarbiidiks, rauaks ja nii edasi.
Kõige vastupidavam on boorkarbiid ja selle kasutusiga on üldiselt 500–700 tundi.
Teiseks on volframkarbiidi ja legeerterase kasutusiga tavaliselt 300–400 tundi,
Rauda saab kasutada ainult 10 tundi, vähesed on seda kasutanud.
Elektrooniline juhtimissüsteem ja muud komponendid.
2.Kaasaskantava liivapritsi tööpõhimõte
Liivapuhastusmasina tööpõhimõte erineb haavelpuhastusmasinast.Haavelpuhastusmasin kasutab haavelpuhastuse teostamiseks tsentrifugaaljõudu.Liivapuhastusmasin töötab suruõhuga ja pihustab töödeldava detaili pinnale abrasiive (nii metallist kui ka mittemetallist liiva).Rõhu mõjul liigub liivapaagis olev abrasiiv läbi liivaklapi ja pritsimistoru pihustuspüstolisse ning abrasiiv väljub suurel kiirusel, mis muudab tooriku pinna välispinna mehaanilisi omadusi.Tänu abrasiivi mõjule ja lõikemõjule tooriku pinnale, tooriku pinnale teatud puhtuse ja erineva kareduse saavutamiseks parandage tooriku pinna mehaanilisi omadusi, parandades seega tooriku väsimuskindlust, suurendada naket selle ja katte vahel ning pikendada kattekihti. Kile vastupidavus soodustab ka katte tasandamist ja kaunistamist, eemaldades pinnalt mustuse, müra ja oksiidikihid, samas karestab kandja pinda, põhjustades aluspinna pinna jääkpinge ja aluspinna kõvaduse parandamine.
3. Kaasaskantava liivapritsi peamine spetsifikatsioon
4. Haavelpaagi võimsuskadu
1).Liivapritsi õhuallika konfiguratsioon on üldiselt 6m³/min (ühe pihustuspüstoli õhukulu, kui see on N, on nõutav õhuallika konfiguratsioon N*6m³/min.
| Eseme tüüp | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Paagi maht (m3) | 0.5 | 0.7 | 0,82 | ||
| Õhurõhk (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Väljastatud doos (kaliiber = φ10) (kg/h) | 1800-2280 | 1 relv | 1800-2280 | 1 relv | 1800-2280 |
| 2 püssi | 3600-4560 | 2 püssi | 3600-4560 | ||
| Õhukulu (m3/min) | 6.1 | 1 relv | 6.0 | 1 relv | 6.0 |
| 2 püssi | 12.0 | 2 püssi | 12.0 | ||
| Lõhkamistoru pikkus (mm) | 7000 | 7000 (2tk) | 7000 (2tk) | ||
| Kontrolli viis | Pult | Pult | Pult | ||
| Mõõtmed (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Kaal (kg) | 396 | 500 | 690 | ||
2).Liivapritsmasina jaoks vajalik õhurõhk on 0,5-0,6 mpa (liiga madala rõhu korral on liivaprits nõrk ja see mõjutab puhastusefekti).
3).Liivapritsi/haavelpuhastuse kogus liivapritsi masina tunnis on 1800-2100 kg.
4). Liivapritsi kasutusala
a.Eeltöötlus: kõik lõhkamistöötlused enne katmist, nagu galvaniseerimine, värvimine, pihustamine jne, on pind täiesti puhas ja samal ajal parandab oluliselt kattekihi nakkuvust ja korrosioonikindlust.
b.Eeltöötlus enne detailide pinna puhastamist: metallosade nagu valandid, stantsimisdetailid, keevitusdetailid, kuumtöötlusdetailid katlakivi eemaldamine, jäägid ja mustus;mittemetallist toodete pinnapuhastus, mustade laikude eemaldamine keraamiliste toorikute pinnalt ja värvi vähendamine Muster jne.
c.Vanade osade renoveerimine: kõigi liikuvate osade (nt autod, mootorrattad, elektromehaanilised seadmed jne) renoveerimine ja puhastamine. Samal ajal välistage väsimusstress ja pikendage kasutusiga.
d.Viimistlustöötlus tooriku pinnal: eemaldatakse kõik metalltoodete ja mittemetallist toodete (plast, kristall, klaas jne) pinna jäljed ning argoonudu pinnatöötlus muudab toote pinna uuendamise.
e.Hallituse töötlemine: vormi pinna argooni kerge udu pinnatöötlus, graafiline tootmine ja vormi puhastamine, et mitte kahjustada vormi pinda, et tagada vormi täpsus.
f.Burri töötlemine: töödeldud osad eemaldatakse väikeste jämedega ja sissepritseosade plastosad eemaldatakse.
g.Soovimatute toodete ümbertöötlemine: soovimatu tootekatte eemaldamine, ebasoovitava värvuse eemaldamine pinnalt ja trükiste eemaldamine.
h.Tugevdamine: suurendage metallosade pinna kõvadust ja kõrvaldage pinged, näiteks lennuki labade, vedrude, mehaaniliste tööriistade ja relvade pinnatöötlus.
i.Söövitus ja libisemisvastane töötlemine: söövitusmustrid, teksti- ja libisemisvastane töötlemine metalltoodete ja mittemetalltoodete pinnal, näiteks: marmor, libisemisvastased käepidemed, tihendid, teraskiri jne.
j.Teksariiete hooldus: Teksariietus on matt, valkjas ja saavutatud kassi vurrude efekt.
5. Liivapritskapi eelised:
1).Liivapritsi metallosad ei ole põhimõtteliselt kahjustatud ja mõõtmete täpsus ei muutu;
2).Osa pind ei ole saastunud ja abrasiiv ei reageeri keemiliselt detaili materjaliga;
3).Liivapritsi masin saab hõlpsasti hakkama ligipääsmatute osadega, nagu sooned ja nõgusad, ning kasutamiseks saab valida erineva suurusega abrasiive;
4).Töötlemiskulud vähenevad oluliselt, mis kajastub peamiselt liivapritsi masina töö efektiivsuse parandamises, mis vastab erinevatele pinnaviimistlusnõuetele;
5).Madal energiatarve ja madalad kulud;
6).Liivapritsi masin ei saasta keskkonda, välistades keskkonnatöötluse kulud;